
produkty
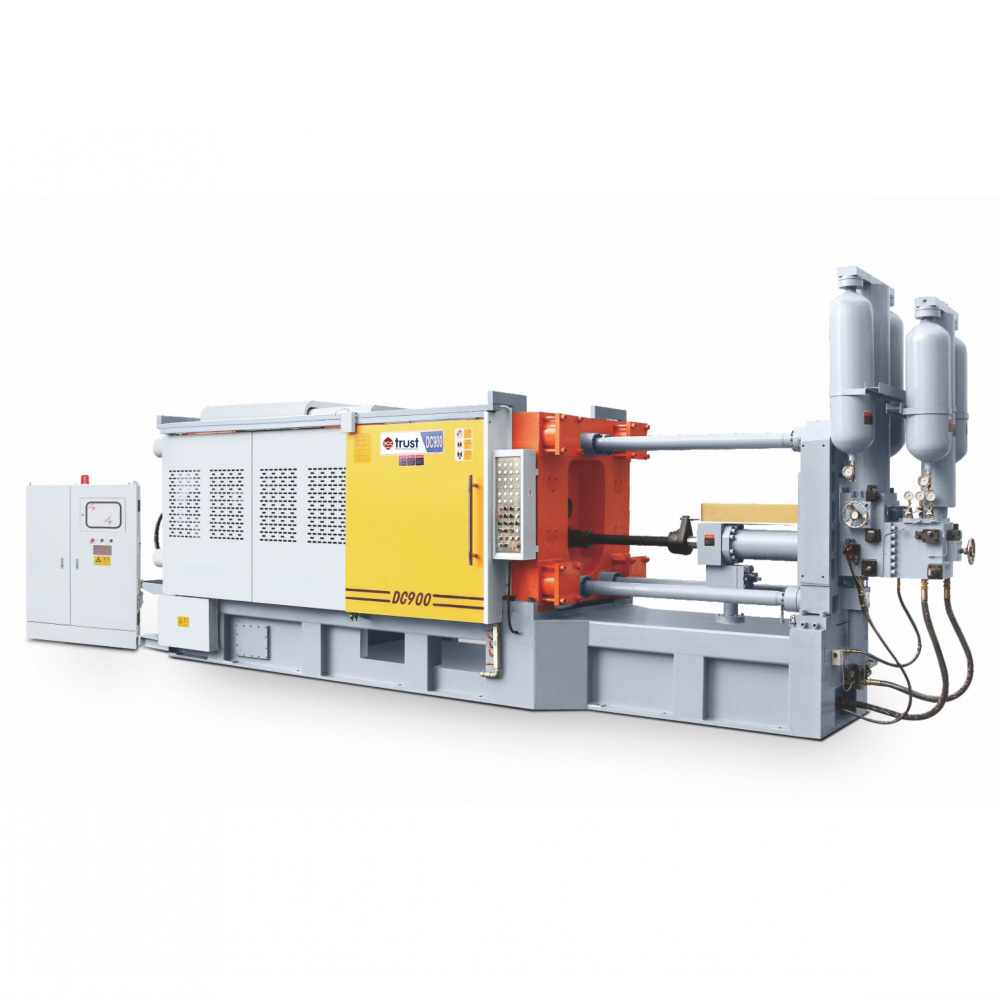
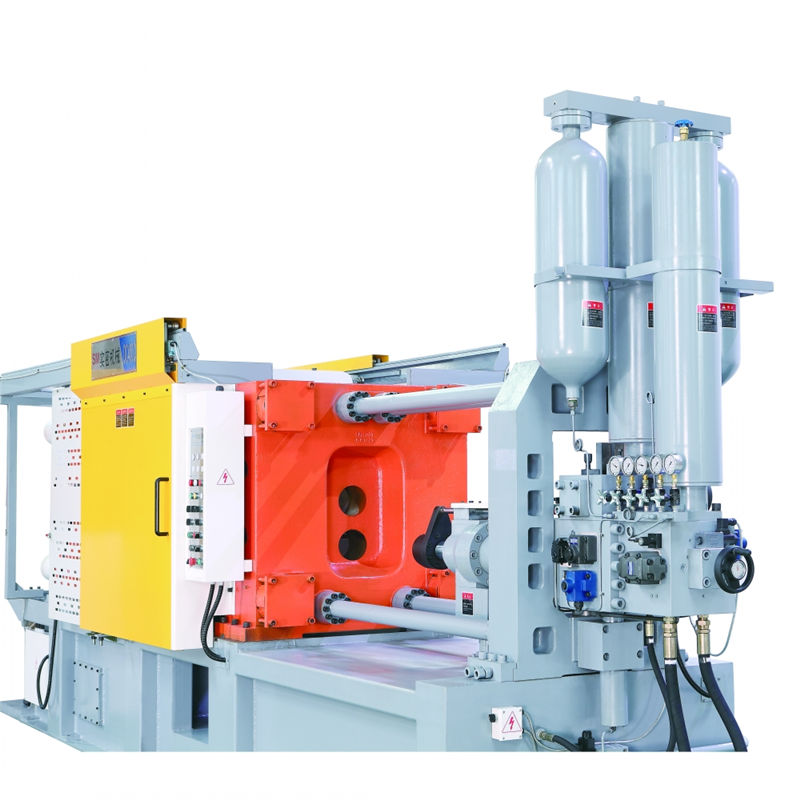




Přesný vysokotlaký lis z hliníkové slitiny se studenou komorou o hmotnosti 2500 tun
Funkce
1. Materiál formové desky je vyroben z tvárné litiny a speciální slitiny. s dobrou tažností a může lépe absorbovat rázovou sílu vstřikování; Vysoká povrchová tvrdost, účinně snižuje vytlačování formy a stopy po nárazu. Bednění má zesílenou konstrukci, aby se zajistilo, že povrch bednění se při dlouhodobém používání nebude snadno prohýbat a zlomit.
2. Pohyblivá formovací deska přijímá konstrukci žebrové desky, která nejen zvyšuje pevnost střední desky od konstrukce, ale také řeší řadu problémů existujících v zavěšené náprstkové struktuře běžně používané v průmyslu.
3. Všechny pohyblivé spoje stroje musí být opatřeny pouzdrem z legované oceli a procesem studeného plnění kapalným dusíkem, tlak spoje musí být rovnoměrný, aby se účinně prodloužila životnost stroje.
4. Podle konstrukčního standardu dováženého stroje je pro závit spojovací tyče přijato středně frekvenční zpracování, které zlepšuje tvrdost a odolnost páru závitů proti opotřebení a řeší běžné problémy seřízení formy a napětí závitu v průmyslu .
5. Základna stroje má integrální ocelovou konstrukci ve tvaru I a přidává nosnou konstrukci ocelového nosníku. V kombinaci s procesem tepelného zpracování má lepší tuhost a není snadné jej deformovat, efektivně zachovává přesnost dlouhodobého používání stroje.
6. Pro spojovací tyč je použit speciální slitinový materiál a proces tepelného zpracování a je přidán vertikální a horizontální obousměrný systém uvolnění napětí, aby byla zajištěna stabilní upínací síla celého stroje a prodloužila se životnost spojovacího prvku. bar.
7. Vysoce výkonný vstřikovací systém s aktivním vstřikováním a přímou tlakovou strukturou, vybavený vysoce výkonným systémem ukládání energie, optimalizuje olejový okruh vstřikovacího systému, snižuje ztráty v procesu přenosu energie, zrychlení vstřikování dosahuje 60 g a výrazně zlepšuje stabilitu a opakovatelnost klíčových parametrů. Kromě toho je vstřikovací systém vybaven funkcí automatického ukládání energie, automatickým výpočtem a funkcí přizpůsobení tlaku akumulace energie, funkcí alarmu selhání tlakování, funkcí alarmu úniku dusíku, funkcí automatického vykládání atd.
8. Mechanismus nastavení otevření kazetového ventilu, samovyvinutý mechanismus nastavení otevření kazetového ventilu, vyřešil technické problémy obtížnosti nastavení v průmyslu.
9. Design vzhledu vedený předním světovým týmem průmyslového designu poskytl inovativní design pro téměř 2000 zákazníků po celém světě s velkolepým a praktickým vzhledem.
Zvýraznění

PLC Kontrolní systém
PLC využívá barevný dotykový displej Omron / Siemens a ovládání provozu umělou inteligencí.

Vstřikovací systém
Dobře navržený systém řízení vstřikování s nastavitelnými parametry je vhodný pro výrobu různých vysoce přesných výrobků.

Hydraulický řídicí systém
Dvojitý proporcionální řídicí olejový okruh, tlak a rychlost lze nastavit automaticky.

Upínací systém
Konstrukce kloubové konstrukce s vysokou pevností zajišťuje stabilnější a odolnější základnu stroje. Tloušťka a kloub jsou zesíleny a vodicí pouzdro střední desky je prodlouženo o 30%, což zajišťuje vysokou stabilitu a vyváženost provozu formovací desky.

Mazací systém
Centrální automatický mazací systém, přepínání mazání časování, zlepšuje mechanickou životnost a snižuje údržbu.

Vyhazovací systém
Vysoce pevná mechanická konstrukce, dvojitý vyhazovací válec (≥300Ton).

Odřízněte konstrukci olejového okruhu, abyste zajistili stabilní provoz hydraulického systému.

Obecná technologie


Systém úspory energie servomotoru / Systém chlazení oleje (volitelně)
1. Vysoká účinnost a dokonalost v úsporách energie
Tlakový licí stroj automaticky upravuje průtokový tlak na základě nastavení počítače. Celkový efekt úspory energie může dosáhnout 45%~75%.
2. Nízká hlučnost
Hlučnost během normálního provozu nižší než 65 dB, pro dosažení tichého provozu a zlepšení pracovního prostředí.
3. Vysoká rychlost odezvy
Celková doba dynamické odezvy systému je kratší než 50 ms a efektivita výroby se oproti běžným modelům zvýšila o 5 až 7 %.
4. Vysoce přesné ovládání
PID nastavení průtoku a tlaku v systému olejem chlazeným servomotorem zajišťuje, že opakovatelná přesnost celého olejového systému je řízena v rozmezí 0,3 %, aby byla zajištěna kvalita produktu.
5. Zvýšení životnosti
Dvojitá uzavřená smyčka průtokového tlaku zajišťuje, že stroj běží stabilně a s vysokou opakovatelností, což výrazně snižuje stávku, zmírňuje opotřebení různých součástí a prodlužuje životnost.

Systém řízení vstřikování s uzavřenou smyčkou v reálném čase (volitelné)
Vstřikování s úpravami klíčových parametrů v reálném čase pro zajištění nejvyšší stability a přesnosti procesu.
1. Konstantní zrychlení rychlosti 1. fáze
Optimalizovaná 1. fáze pro minimalizaci nebo zamezení zachycování vzduchu během předplnění.
2. Přesné a rychlé přepnutí do fáze rychlého plnění
Přesné přepnutí na rychlé plnění pro dosažení ideálního procesu vstřikování.
3. Rychlé a přesné přepnutí do fáze zesílení
Rychlé a přesné spouštění zesilovací fáze, která umožňuje rychlé vytvoření tlaku.
4. Rychlostní brzda na konci plnění dutiny
Brzdění při vysokorychlostním vstřikování nejen snižuje tvorbu záblesků, ale také zvyšuje životnost matrice.
| Seznam specifikací stroje pro tlakové lití se studenou komorou DC2500 | |||
| Položka | Jednotka | DC2500 | |
| Upínací jednotka | Upínací síla | KN | 25000 |
| Upínací zdvih | mm | 1500 | |
| Prostor mezi spojovacími tyčemi (VxV) | mm | 1500×1500 | |
| Velikost desky (VxV) | mm | 2350×2350 | |
| Průměr spojovací tyče | mm | 310 | |
| Tloušťka formy | mm | 700-1800 | |
| Vystřelovací síla | KN | 750 | |
| Vystřelovací zdvih | mm | 300 | |
| Vstřikovací jednotka | Vstřikovací síla | KN | 1800 |
| Vstřikovací zdvih | mm | 1100 | |
| Poloha vstřikování | mm | -200,-400 | |
| Průměr pístu | mm | 140-180 | |
| Hmotnost vstřiku (AL) | Kg | 30-55 | |
| Hmotnost vstřiku (MG) | Kg | 21.6-39.6 | |
| Licí tlak (pod tlakem) | Mpa | 115-70 | |
| Oblast odlévání | CM2 | 2150-3500 | |
| Max. licí plocha (40MPa) | CM2 | 6250 | |
| Pronikání pístu | mm | 450 | |
| Průměr příruby objímky | mm | 280 | |
| Výška vyčnívající příruby rukávu | mm | 30 | |
| Jiní | Systémový tlak | MPa | 16 |
| Výkon motoru | KW | 135 | |
| Kapacita olejové nádrže | L | 3000 | |
| Hmotnost stroje | Tón | 165 | |
| Rozměry stroje (D׊×V) | mm | 14000x4600x4500 | |
| STANDARDNÍ A VOLITELNÉ FUNKCE STROJ SE STUDENOU KOMOROU ŘADY DC | |||||||||||||||
| Položka konfigurace | DC180 | DC238 | DC300 | DC350 | DC380 | DC400 | | DC550 | DC700 | DC900 | DC1000 | DC1300 | DC1650 | DC2000 | DC2500 | DC3000 |
| Upínací jednotka | |||||||||||||||
| Dvojité proporcionální ovládání otevírání a zavírání formy | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Ovládání otevřeného zdvihu bezdotykovým spínačem | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Ovládání převodníku zdvihu otevřeného zdvihu | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Rychlé uzavření formy | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Ruční seřízení formy | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Automatické nastavení formy | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Vstřikovací jednotka | |||||||||||||||
| 2. vstřik+intenzivní ovládání nastavení ručního kola | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Elektrické ovládání proporcionálního nastavení | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Ovládací zdvih přibližovacího spínače | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Intenzivní ovládání polohy aktivace a tlaku | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Vyhazovač a vytahovací jednotka jádra | |||||||||||||||
| Vyhazovací zdvih ovládacího spínače Promixity | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Tužka na oči s jednoduchým vysunutím | ● | ● | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Oční linky s dvojitým vyhazováním | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Stahovák jader-1 sada na pohyblivé desce | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Stahovák jader - 2 sady na pohyblivé desce | - | - | - | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Stahovák jader-1 sada na pevné desce | Ο | Ο | Ο | Ο | Ο | Ο | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Stahovák jader - 2 sady na pevné desce | - | - | - | - | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Elektrická jednotka | |||||||||||||||
| Omron PLC / Siemens PLC | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| 7palcový dotykový displej s vysokým rozlišením | ● | ● | ● | ● | ● | ● | ● | ● | ● | Ο | Ο | Ο | Ο | Ο | Ο |
| 10palcový dotykový displej s vysokým rozlišením | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | ● | ● | ● | ● | ● | ● |
| Jiní | |||||||||||||||
| Poplašné zařízení | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Plunžrová mazací jednotka | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Poznámky: 1. ● Standardní Ο Možnost - Nepoužije se 2. Vyhrazujeme si právo provádět jakékoli vylepšení produktu nebo změny specifikací bez předchozího upozornění. |
|||||||||||||||
| Stroje na tlakové lití se studenou komorou řady DC jsou široce používány pro automobilový průmysl, motocyklový průmysl, komunikační průmysl, kuchyňské nádobí, průmysl pouličních lamp atd. Hlavními používanými surovinami jsou slitina hliníku, slitina mědi, slitina hořčíku. Níže jsou uvedeny případy a produkty našich skutečných zákazníků. | |||
 |
 |
 |
 |
| Automobilové tlakové odlitky | |||
 |
 |
 |
 |
| Díly krytu motoru | |||
 |
 |
 |
 |
| Kryt LED lampy | Světelný průmysl | ||
 |
 |
 |
 |
| Hardwarové produkty | Součásti hrnců a pánví | ||